Nick Baines • Model Engineering
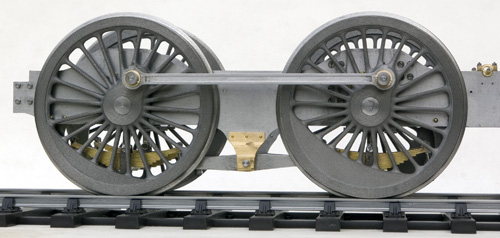
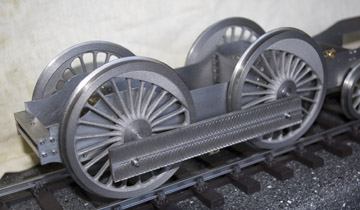
Coupling rods
First I cut two blanks, drilled them for the crank pins and checked them on the loco. I have seen jigs of various degrees of sophistication recommended for this, but in my experience using the DRO on the mill for all drilling and milling worked very well, and the rods fitted without any adjustment. Or was I just lucky?

The next operation was the flutes, and for this I needed a special cutter. I have never done anything like this before, but nothing ventured, nothing gained. I turned a blank from silver steel, cut the teeth using the dividing head in the mill with just a little backing off, and hardened it. I have never had much success tempering small components in a flame, I find that without much mass of metal the temperatures change too quickly, and I don't have a furnace. But this cutter worked just fine by heating it to red and quenching it in water. It did not blunt quickly (too soft) and did not crack (too hard).
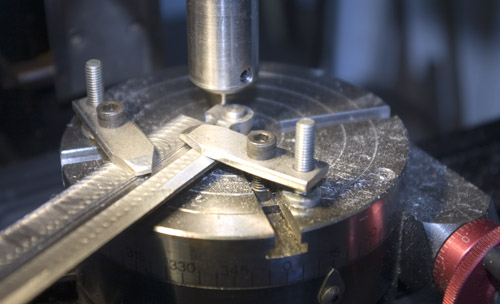
Now for cutting the profile. Holes were drilled for the two concave "shoulders" at each end of the rod, and for the circular ends (being careful to allow for the oil pots).

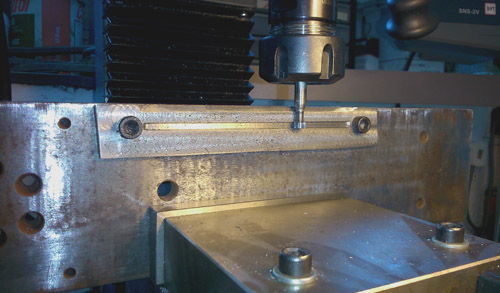
The ends were finished on the rotary table. It then went back on the mill table, aligned very carefully in the x-direction, and the straight edges were chain drilled and finish machined.

Finally, the crankpin holes were opened up and fitted with brass bushes.